









- Details
Power Tool Injection Mold
Equipment Overview
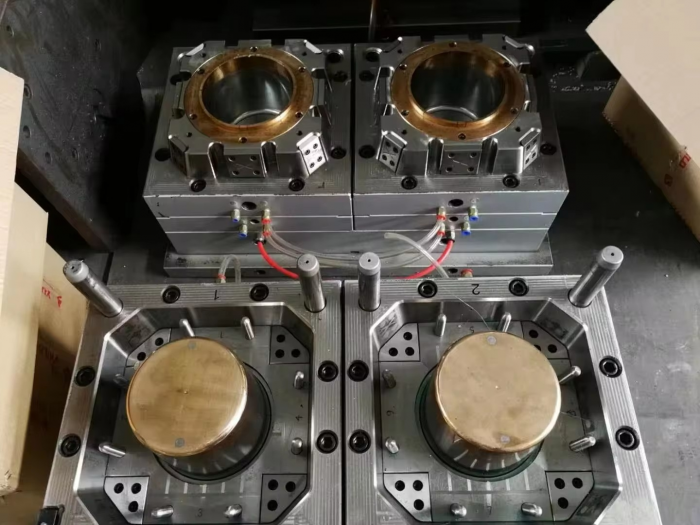
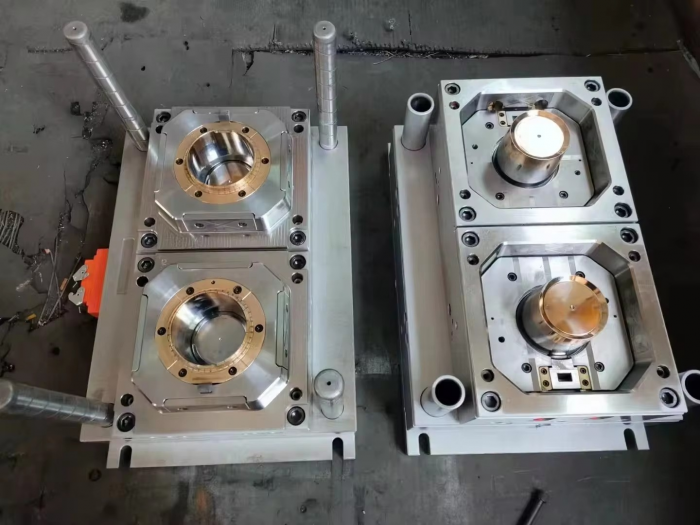
The injection mold for the electric tool box has a simple and reasonable structure. It uses a buckle machine to control the mold opening sequence of the A plate and the B plate, and then cooperates with the undercut mechanism to achieve the action sequence of first removing the undercut and then removing the product during the mold opening process. It can effectively avoid strain or scratches on the product surface, ensure the quality of the product, and have a high yield rate.
Lixun Overall Strength Guarantee Lixun has independent R&D engineering team, software team, mold team, machine adjustment team, complete team composition and strict quality control system; | Having Both Soft And Hard Based on the needs of Chinese people, by replacing force sensors with different ranges and accurately controlling the force, the same product can be made into soft and hard plastic products. |
Manufacturing Experience Lixun has 25 years of experience in intelligent manufacturing and a 30-acre production base. Based on a deep understanding of customer pain points and needs, we have formed a professional team to develop more cost-effective all-electric products; | Advanced Software The software is built on the CODESYS platform, with real-time animation display and connection via ETherCAT. The communication time is less than 2ms, and the data can be uploaded to the cloud server after being connected to the MES system. |
Material selection
The injection mold of the electric tool box includes a fixed mold and a movable mold that cooperate with each other; the movable mold includes a movable mold bottom plate, an A plate and a B plate that are stacked in sequence; an injection cavity is arranged between the B plate and the fixed mold; a button machine is installed between the A plate, the B plate and the fixed mold, and the button machine controls the mold opening sequence of the A plate and the B plate; a buckle mechanism is installed on the movable mold; and a movable buckle for injection molding of the product is arranged at the front end of the buckle mechanism.
Technical Parameters
Hot runner | according to your demand |
Life time | >300 Thousand Times |
Treatment | S45C Pretreat>25Hrc,And Nitriding |
Mould cavity | One cavity, multi-cavity or same different products be made together |
Mould material | P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
Runner system | Hot runner and cold runner |
Base material | P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
Finish | Pitting the word, mirror finish, matte surface, striae |
Standard | HASCO, DME or dependent upon |
Main thechnology | Milling, grinding, CNC, EDM, wire cutting, carving, EDM, lathes, surface Finish, etc. |
Software | CAD,PRO-E,UG Design Time: 1-3 days (normal circumstances) |
Product material | ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS, TPV, TPO,T PR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
Quality system | ISO9001:2008 |
Mould cavity | One cavity, multi-cavity or same different products be made together |
Mould material | P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
Runner system | Hot runner and cold runner |
Base material | P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |

















